






Inagaki-net ブログ > 溶接
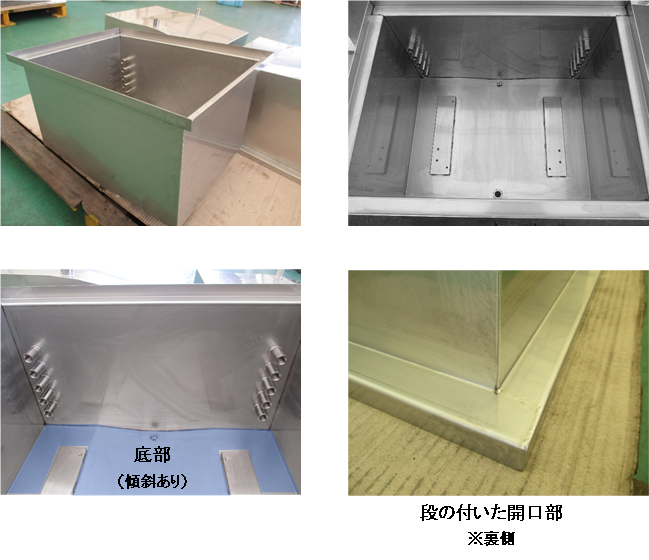
加工品紹介 ~タンクの製作~
2022.07.11
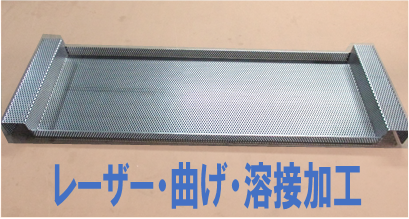
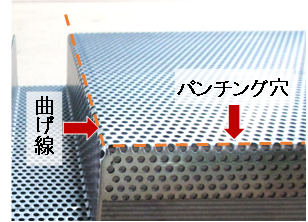
加工品紹介 ~パンチングメタル加工品~
2022.06.28
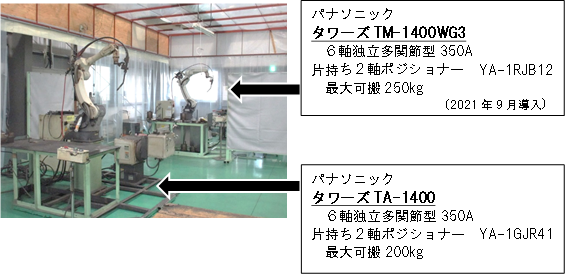
溶接ロボットブース誕生② ~溶接ロボット移設~
2022.06.15



溶接ロボットブース誕生① ~稼働環境を内製~
2022.06.14
昨年9月に、弊社において2台目となる溶接ロボット(パナソニック:タワーズTM-1400WG3)
を導入しました。
これをきっかけに、この新規1台と、既存の溶接ロボット1台をまとめて稼働させる計画を
これまで進めてきました。そして、この度、2台の溶接ロボットを1箇所にまとめて設置しました。
そこでまずは稼働させるための環境づくりをご紹介です。
溶接作業においては、風対策の為のカーテンや遮蔽板が必要になり、作業時に発生する
溶接ヒューム(粉じん)などの対策としては換気装置が必要になります。
今回、それらの対策を内製にて整備しました。
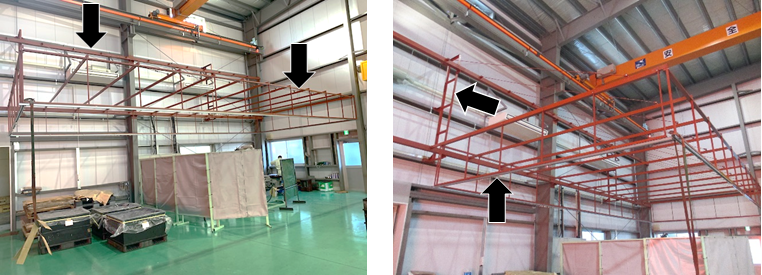
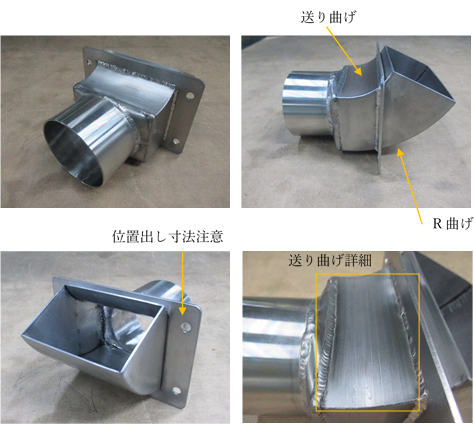
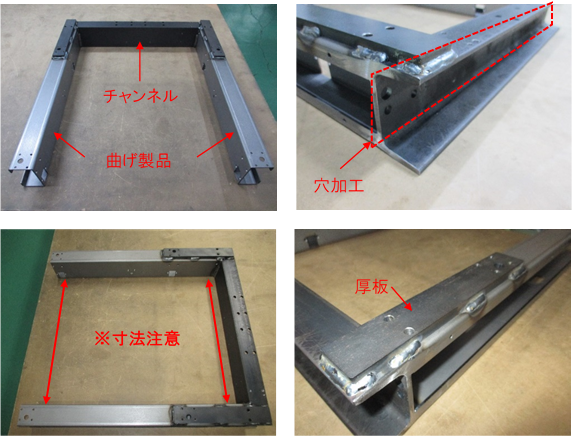
鋼材を切り出し溶接して、フレーム(枠組み)を製作。

フレームをそれぞれ組んでいき、さらに大きなフレームにします。
写真の矢印の指すものが組み上がったフレームです。
(工場内一画に突き出た形になっています)
フレームに換気装置や遮蔽カーテンを取り付けて完成です。
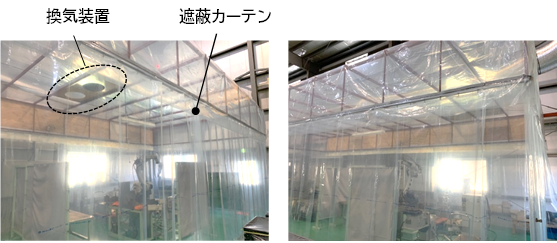
これで稼働環境は整いました。

次回はいよいよ溶接ロボットを移動します。
・・・溶接ロボットブース誕生②へ続きます
加工品紹介 ~小籠包の皮の抜き型~
2022.05.23

加工品紹介
2022.04.25
ご注文ありがとうございました。
2022.04.11

加工品紹介
2022.04.06
加工品紹介
2022.03.25

加工品紹介
2022.02.21
検索
カレンダー
| 月 | 火 | 水 | 木 | 金 | 土 | 日 |
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |||
| 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 12 | 13 | 14 | 15 | 16 | 17 | 18 |
| 19 | 20 | 21 | 22 | 23 | 24 | 25 |
| 26 | 27 | 28 | 29 | 30 | 31 | |
最新の記事
- 🎍謹賀新年🎍 2026年1月5日
- 年末年始休業のお知らせ 2025年12月22日
- 高校生が就業体験 2025年12月18日
- チラシ12月号を公開しました。 2025年12月1日
- 12月になりました。 2025年12月1日